Página inicial > corte e dobra > Quais são as diferenças entre os tipos de Corte em Chapas de Aço?
- Corte de chapa por jato d’água
- CORTE POR ELETROEROSÃO À FIO
- Corte a Laser
- Corte a Plasma
- Corte por usinagem
- Corte por puncionadeira
- Blog Modelaço
O corte em chapas de aço pode ser realizado por meio de diferentes técnicas e equipamentos de rompimento de material, resultando em diversos formatos. Antes de escolher o tipo de corte, é essencial verificar o limite de tolerância do projeto/material em compatibilidade com o equipamento que realizará o serviço.
Aqui estão os principais tipos de corte e suas diferenças:
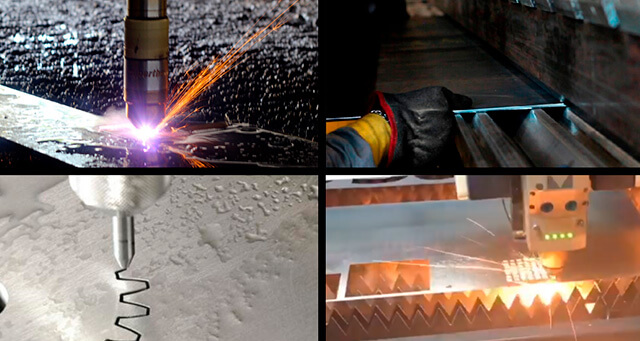
- Corte por jato d’água: Capaz de cortar ou perfurar chapas de aço com até 300 mm de espessura, esse método utiliza a pressão da água transformada em uma velocidade até 4 vezes a velocidade do som! Materiais abrasivos, como coríndon e sílica, compõem a mistura do corte por jato d’água.
- Corte por eletroerosão a fio: Nesse método, a precisão é priorizada sobre a velocidade. Com tempos médios entre falhas excepcionalmente longos, manutenção reduzida e longevidade, essas máquinas são projetadas para economizar tempo e diminuir os custos unitários, garantindo alta precisão e eficiência no corte.
- Corte a laser: Esse processo utiliza um raio laser para cortar e furar materiais metálicos e não metálicos de diversas espessuras. O laser aquece o material a tal ponto que ele derrete ou evapora, resultando em um corte preciso e sem contato direto com a peça.
- Corte a plasma: Nesse método, o plasma é utilizado para cortar seções de metais. Um bico com um orifício forma um arco elétrico de alta voltagem e pressão, transformando o gás aquecido em plasma, que realiza o corte por meio da fusão e remoção das partículas fundidas.
- Corte por usinagem: Nesse processo, uma quantidade de material é removida com o auxílio de uma ferramenta de corte para produzir o formato desejado da peça.
- Corte por puncionadeira: Esse método é mais flexível que a prensa, permitindo o corte rápido da chapa a frio no formato desejado, sem a necessidade de construir um estampo. Chapas de determinadas composições são submetidas à pressão por meio de uma punção ou lâmina de corte, moldando ou cortando a peça na forma desejada.
| TIPOS DE CORTES | CORTE POR JATO DE ÁGUA ABRASIVO | CORTE POR ELETROEROSÃO À FIO | CORTE A LASER |
CORTE A PLASMA |
CORTE POR USINAGEM |
CORTE POR PUNCIONADEIRA |
|---|---|---|---|---|---|---|
| PRECISÃO DO CORTE | média de ± 0.08mm ( ± 0.003″ ) até ± 25 µ ( ± 0.001″ ) | ± 25 µ ( ± 0.0001″ ) | ± 25 µ ( ± 0.001″ ) ² | ± 0.75 a ± 1.55mm ( ± 0.030″ a ± 0.060″ ) | ± 8 µ ( ± 0.0003″ ) | Razoável |
| ESPESSURA | 8″ ( 200mm ) | 12″ ( 300mm ) | Geralmente menor que 0.25″ ( 6,35mm ) | Menor que 1.25″ ( 31.75mm ) | É possível trabalhar em peças 3D | Trabalha bem em chapas finas |
| VELOCIDADE DE CORTE | 5 a 10 vezes mais rápido que eletroerosão a fio quando a espessura é menor que 1″ | 5 a 10 vezes mais lento que corte por jato d’água abrasivo | Corte muito rápido em materiais finos e não refletivos | Rápido em chapas finas | Razoável | Produção ágil após realizar a programação e setup inicial |
| ACABAMENTO SUPERFICIAL | Inexistente | Pouca | Muita | Muita | Inexistente | Inexistente |
| ZONA TERMICAMENTE AFETADA (ZTA) | Excelente | Excelente | Excelente | Razoável | Excelente | Razoável |
| DISTORÇÃO DO MATERIAL | Sem distorção ³ | Sem distorção | Possível distorção | Possível distorção | Sem distorção | Possível distorção |
| LIMITAÇÃO DE MATERIAIS | Funciona em quase todos os materiais, exceto cerâmicas extremamente duras | Somente funciona em materiais condutivos | Somente funciona em materiais não refletivos ** | Somente funciona em materiais condutivos | Não é ideal para peças muito compridas | Não é ideal para materiais quebradiços ou frágeis |
| PROCESSO | Usa-se abrasivo supersônico frio para cortar o material | Erosão por corrente elétrica usada para cortar materiais condutivos | Processo térmico | Processo térmico | Ferramenta mecânica de corte | Processo de corte |
| SETUP | Setup + rápido e fácil | Setup relativamente fácil | Setup fácil, porém pode ser necessário ajustes específicos para cortar materiais diferentes | Setup relativamente fácil | Setup e programação mais demorados | Setup e programação mais demorados |
7. Blog Modelaço – Leia também:
- O que é corte a plasma e tudo o que você precisa saber!
- Saiba como funciona o processo de corte e dobra de chapas em aço
Publicado em corte e dobra com as tags: aco, corte e dobra, corte e dobra de chapas, corte e dobra sob medida← Como Instalar Chapas de Policarbonato – 10 mmTelha Forro: Dicas, Principais Benefícios e Aplicações →